专业激光加工、激光熔覆修复、3D打印、金属表面冷热喷涂、聚四氟乙烯喷涂
制作各种大型造纸胶辊、卷纸辊、特氟龙辊、铁氟龙辊
13772616161


激光熔覆技术应用到表面加工,可以提高零件表面的硬度、耐磨性、耐蚀性、耐疲劳性等性能,可以大幅度提高材料的使用寿命。还可以用于失效零部件的修复和再制造,节约原材料和加工成本,提高零件质量。
激光熔覆.初的工业应用是Rolls-Royce 公司于20世纪80年代初对RB211涡轮发动机壳体结合部件进行硬面熔覆。其后,众多公司采用了激光熔覆技术。激光熔覆层/基材的组合包括:不锈钢/低碳钢、镍/低碳钢、青铜/低碳钢、StelliteSF6合金/低碳钢(或黄铜)、不锈钢/铝、铁硼合金/低碳钢等。
激光熔覆的应用.初主要在两个方面,即耐腐蚀(包括耐高温腐蚀)和耐磨损,应用的范围很广泛,如内燃机的阀门和阀座的密封面,水、气或蒸汽分离器的激光熔覆等。同时提高材料的耐磨性和耐蚀性,可以采用钴基合金(如Co-Cr-Mo-Si系)进行激光熔覆。基体中物相成分中CoMoSi至Co3Mo2Si硬质金属间相的存在可保证耐磨性能,而Cr则保证耐蚀性能。应用Ni-Cr-B-Si系熔覆层也可取得类似的效果。
激光熔覆也可用于在材料表面熔覆耐蠕变性能的熔覆层,这种熔覆层在高温下耐磨料磨损和冲蚀磨损。在这种情况下,可用于在钢表面熔覆的材料包括:钴合金、钛合金、复合物(如 Cr-Ni、Cr-B-Ni、C-Cr-Mn、C-Cr-W、Mo-Cr-Ni、TiC-Al203-B4C-Al等)、Co-Cr-W合金(Stellite)、耐盐酸镍基合金(Hastelloy)、碳化物(如WC、TiC、B4C、SiC等)、氮化物(如BN、Cr和Al的氮化物)等。从当前激光熔覆技术的应用情况来看,有前景的应用领域主要有:1)对材料的表面改性,如燃气轮机叶片、轧辊、齿轮等。2)对产品的表面修复和再制造,如转子、模具等。
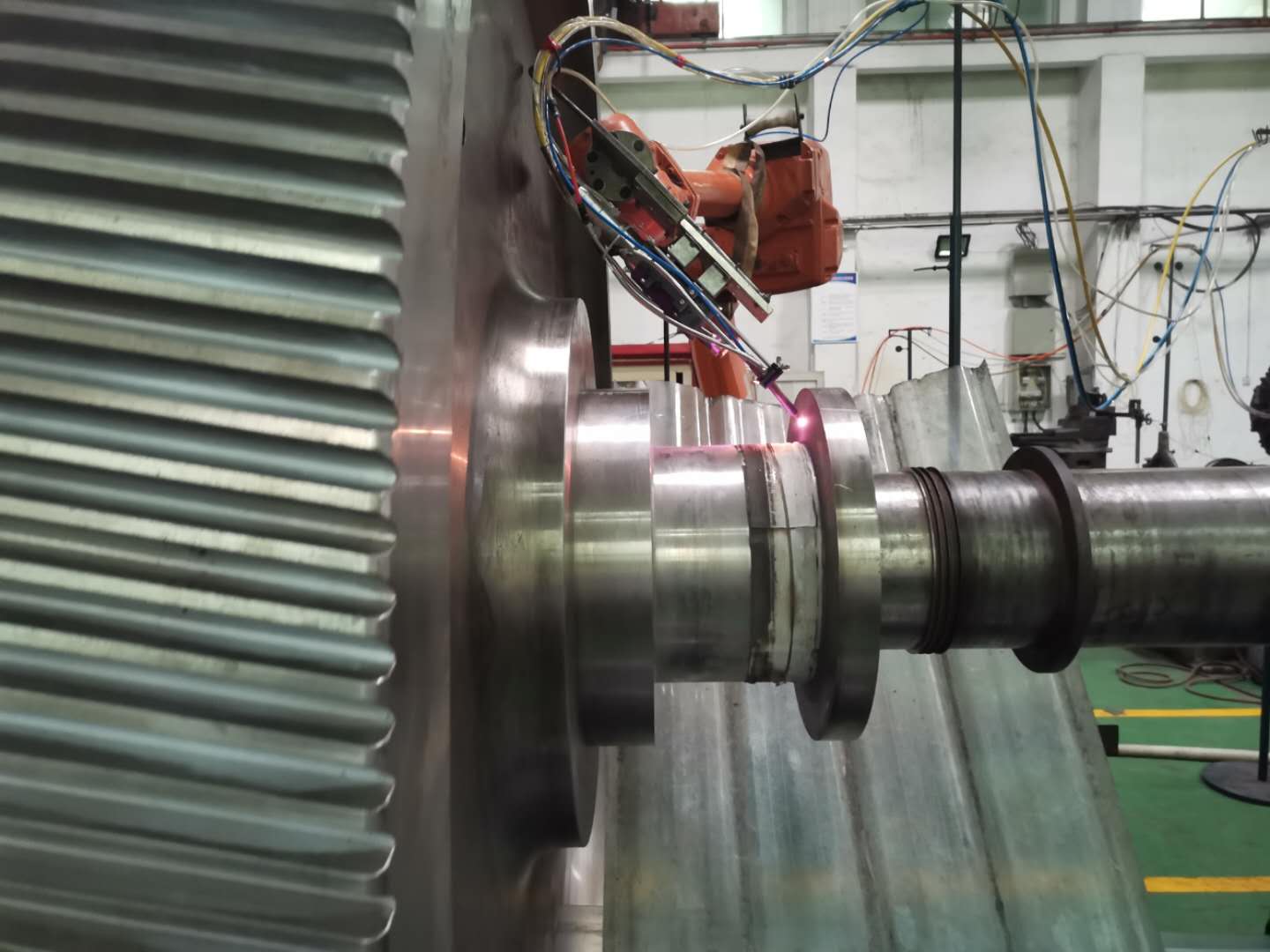
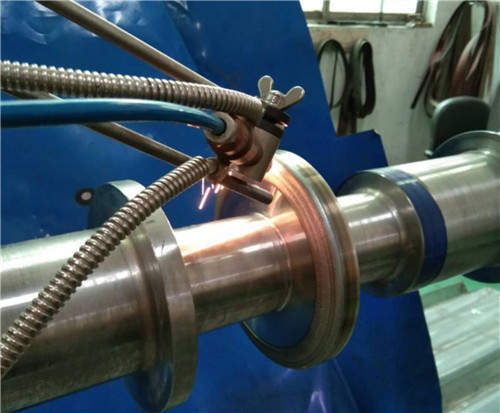
通过激光束扫描熔化熔覆材料形成具有特殊性能的熔覆层,可以大幅度提高被熔覆件的使用寿命。
激光熔覆层及界面组织致密,晶粒细小均匀、无夹渣、无裂纹现象。激光熔覆修复后的部件界面强度可达到原母材强度的90%以上,很适合易损件的磨损修复。对关键部件表面通过激光熔覆耐磨抗蚀合金,可以在零部件表面不变形的情况下大大提高零部件的使用寿命;对模具表面进行激光熔覆处理,不仅可以提高模具强度,还可以降低约2/3的制造成本,缩短约4/5的制造周期。

激光熔覆技术在典型应用领域中的示例如下:
1)汽车制造领域。由于汽车的发动机活塞和阀门、气缸内槽、齿轮、排气阀座以及一些精密微细部件要求具有高的耐磨、耐热及耐蚀性能,因此激光熔覆在汽车零部件制造中得到广泛的应用。例如,在汽车发动机铝合金缸盖阀座上激光熔覆形成铜合金阀座圈,取代传统的粉末冶金/压配阀座圈,可改善发动机性能,延长发动机阀座圈的工作寿命。例如,意大利菲亚特汽车发动机排气阀座的环形表面用Stellite合金激光熔覆。.初是采用AVCO 6.5kW激光器,8s处理一件。后来研制了被称为能量回收腔的装置,提高了激光能量的利用率,所需能量减少了一半以上。再后来改用美国937型1.5kW激光器后,比钨极氩弧堆焊 Stellite合金用量减少70%,加工量也显著减少。另外,美国汽车发动机排气阀座采用激光熔覆Stellite合金,俄罗斯利哈乔夫汽车制造厂的发动机排气阀座采用激光熔覆耐热合金,都取得了良好的效果。
2)生物医学领域。钛及钛合金作为生物医用材料,具有良好的性能而受到人们的关注,但其耐蚀性、生物相容性及金属离子潜在的毒副作用却使钛合金在生物体中的应用受到限制。通过激光熔覆技术对钛合金表面“改头换面”,可使钛合金满足生物相容性等多方面要求。一些生物陶瓷成分具有良好的生物相容性,可利用这些良好的生物学性能的材料改善钛合金的表面性能。激光熔覆可以改变钛合金表面的成分、组织和性能。激光熔覆技术不仅可以一定程度地改善钛合金的表面生物性能,还可解决熔覆层与界面结合不牢的问题。
3)航空工业领域。航空工业是激光熔覆技术应用潜力.大的领域之一。航空发动机磨损是发动机维护中的一大难题。英国Rolls Royce公司采用激光熔覆技术代替钨极氩弧堆焊修复航空涡轮发动机叶片,不仅解决了工件的开裂问题,而且极大地降低了工时。我国也将激光熔覆技术应用于发动机叶片和阀座等的修复与制造,并取得了良好的效果。20世纪80年代初,英国Rolls Royce公司采用激光熔覆技术对RB211涡轮发动机壳休结合部位和高压叶片进行激光熔覆,取得了良好效果。该叶片由超级镍基合金铸造,在1600K温度下工作,过去是用钨极氩弧焊(TIG)堆焊钴基合金,热输入大、稀释严重,热影响区易产生裂纹。改用2kW快速轴流CO2激光熔覆,在重力作用下吹氩气送粉,功率密度为104~105W/cm2,自动化操作熔覆一个叶片只需75s,而过去用钨极氩弧堆焊一个叶片约需4min。特别是激光熔覆钴基合金,合金用量减少50%,工件变形小,工艺质量好,重复性好,经济效益十分显著。美国 AeroMet公司在该领域的研发也有了实质性的进展,多个系列的激光熔覆成形零件已获准在实际飞行中使用。采用激光熔覆技术表面强化制造的飞机零部件,不仅性能上超过传统工艺制造的零件,生产成本和生产周期都大幅度降低。航空发动机叶片、叶轮和空气密封垫等零部件,可以通过激光熔覆技术修复与制造。例如,用激光熔覆技术修复飞机零部件中的裂纹,一些非穿透性裂纹通常发生在厚壁零部件中,其他修复技术难以发挥作用。 采用添加粉末合金的多层激光熔覆技术可恢复其使用性能,激光熔覆技术还可以用于飞机螺旋桨叶片激光三维表面熔覆修复。随着控制技术以及计算机技术的发展,激光熔覆技术越来越向智能化、自动化方向前进。 从直线和旋转的一维激光熔覆,经过X、Y两个方向同时运动的二维熔覆,到20世纪90年代开始向三维同时运动熔覆构造金属零件发展。目前已经把激光器、五轴联动数控激光加工机,外光路系统、自动化可调合金粉末输送系统(也可送丝),专用CAD/CAM软件和全过程参数检测系统,集成构筑了闭环控制系统,直接3D打印制造出金属零件,标志着激光熔覆技术的发展迈上了新的台阶。
 当前位置:
当前位置:

 热门推荐
热门推荐